,管端焊后不得有塌陷
。
3.11.4焊縫返修前應(yīng)清除缺陷后進行補焊。
4無損檢測
4.1無損作業(yè)人員應(yīng)持有相應(yīng)類(級)別的有效無損檢測資格證書
。
4.2所有承壓板材應(yīng)進行超聲波檢查
,按采購《技術(shù)協(xié)議》規(guī)定驗收。
4.3所有鍛件粗加工后應(yīng)進行超聲波檢查
,按釆購《技術(shù)協(xié)議》規(guī)定驗收
。
4.4所有承壓鍛件精加工后應(yīng)進行磁粉檢查,按采購《技術(shù)協(xié)議》規(guī)定 驗收
。
4.5管板
、絲堵板
、蓋板、端板連接焊縫應(yīng)進行100%射線或超聲檢測
,按NB/T 47013
驗收。能按GB150
進行RT檢測的,須用RT檢測,采用UT檢測時,盡可能采用可記錄的超聲波探傷設(shè)備。
4.6管板
、絲堵板、蓋板
、端板連接焊縫應(yīng)進行超聲波檢測
,檢測比例按 采購技術(shù)協(xié)議的規(guī)定執(zhí)行。制造廠應(yīng)有成熟可行的角接形式的對接焊縫的超聲波檢測工藝或規(guī)程
。
4.7管板
、絲堵板、蓋板
、端板連接焊縫及進出口接管與管箱焊縫焊后
、 熱處理后的磁粉檢測,按采購《技術(shù)協(xié)議》規(guī)定驗收
。
4.8堆焊層的無損檢測按施工圖樣或采購《技術(shù)協(xié)議》規(guī)定執(zhí)行
。
4.9換熱管與管板焊縫的無損檢測按采購《技術(shù)協(xié)議》規(guī)定執(zhí)行。
5熱處理
5.1 Cr-Mo鋼管箱管板
、蓋板
、絲堵板、端板間的焊縫焊后均應(yīng)進行消 氫處理或中間消應(yīng)力處理
。
5.2管箱整體熱處理前應(yīng)檢查防變形的工裝或措施
。
5.3管箱焊后應(yīng)進行整體消應(yīng)力熱處理,熱處理后應(yīng)根據(jù)變形情況進行校平
。5.4熱處理后的焊接接頭及熱影響區(qū)硬度值按采購《技術(shù)協(xié)議》規(guī)定執(zhí)行
。
6加工控制
6.1管板、絲堵板的管孔加工精度應(yīng)保證管子與管板連接焊縫的有效厚度 及焊接質(zhì)量
。絲堵孔的密封面應(yīng)與孔中心線垂直
,且不允許有表面斑痕和貫通 刻痕。
6.2管孔加工毛刺應(yīng)清理干凈
,不得有毛刺
、鐵屑、銹蝕
、油污及貫通的 縱向或螺旋狀刻痕等
。
6.3脹管應(yīng)采用液壓脹管或帶有控制扭矩的機械脹管
,脹管工藝試件按采 購技術(shù)協(xié)議規(guī)定執(zhí)行。
6.4管箱制造完畢應(yīng)清理鐵屑
、焊渣
、油污等。
7幾何尺寸及預(yù)組裝
7.1襯管尺寸及裝配應(yīng)進行檢查
。
7.2側(cè)梁制作后應(yīng)進行矯直處理
。
7.3絲堵應(yīng)釆用可控制力矩的上緊裝置旋緊。
7.4幾何尺寸按施工圖樣驗收
。當圖樣未規(guī)定時
,其組裝后的公差按 NB/T 47007 的規(guī)定。
7.5空冷器零
、部件應(yīng)按NB/T 47007的規(guī)定進行預(yù)組裝
,其預(yù)裝數(shù)量應(yīng) 符合采購《技術(shù)協(xié)議》規(guī)定。
7.6零
、部件應(yīng)有明顯標記
。
8壓力試驗及運轉(zhuǎn)試驗
8.1管子與管板焊接后脹管前應(yīng)進行氣密試驗,試驗壓力按圖樣和采購 《技術(shù)協(xié)議》要求執(zhí)行
。
8.2管束的壓力試驗應(yīng)按NB/T 47007的規(guī)定進行
,且保壓最少lh。水壓 試驗應(yīng)使用潔凈水
,水溫要求按GB 150的規(guī)定
。試驗完應(yīng)立即將水漬吹干。
8.3風機組件應(yīng)作平衡試驗
。輪轂作動平衡
,葉片作力矩平衡,其不平衡 力矩應(yīng)符合NB/T 47007規(guī)定
。
8.4風機葉片應(yīng)作超速試驗:
8.4.1超速試驗轉(zhuǎn)速應(yīng)為1.1倍最大工作轉(zhuǎn)速
,且連續(xù)運轉(zhuǎn)時間不少于10min;
8.4.2試驗后應(yīng)對葉片進行檢查
,不得有裂紋
、變形和損傷。
8.5風機應(yīng)作空載運轉(zhuǎn)試驗
,要求:
8.5.1軸承溫升穩(wěn)定后連續(xù)運轉(zhuǎn)時間不得少于lh
;
8.5.2軸承部位的溫度和風機噪聲應(yīng)符合NB/T 47007和采購《技術(shù)協(xié)議》 規(guī)定。
9包裝及發(fā)運
9.1管箱外表面應(yīng)噴砂處理
,達到GB 8923中Sa2. 5級的要求
。
9.2法蘭密封面應(yīng)采用防護措施。
9.3進出口法蘭用螺栓和螺母應(yīng)采取防銹措施
。
9.4充氮保護應(yīng)按采購《技術(shù)協(xié)議》和圖樣規(guī)定執(zhí)行
。
9.5裝車發(fā)運前應(yīng)查看管束與管箱
、橫梁、側(cè)梁的支撐和管箱的固定情 況
,還要查看管口有無損傷
、絲堵有無松動。
9.6銘牌
、油漆及包裝應(yīng)按NB/T 47007—2018及采購《技術(shù)協(xié)議》規(guī)定執(zhí)行
。
9.7出廠文件及隨機資料應(yīng)進行核查。
10其它
10.1其它特殊要求按采購《技術(shù)協(xié)議》規(guī)定執(zhí)行
。
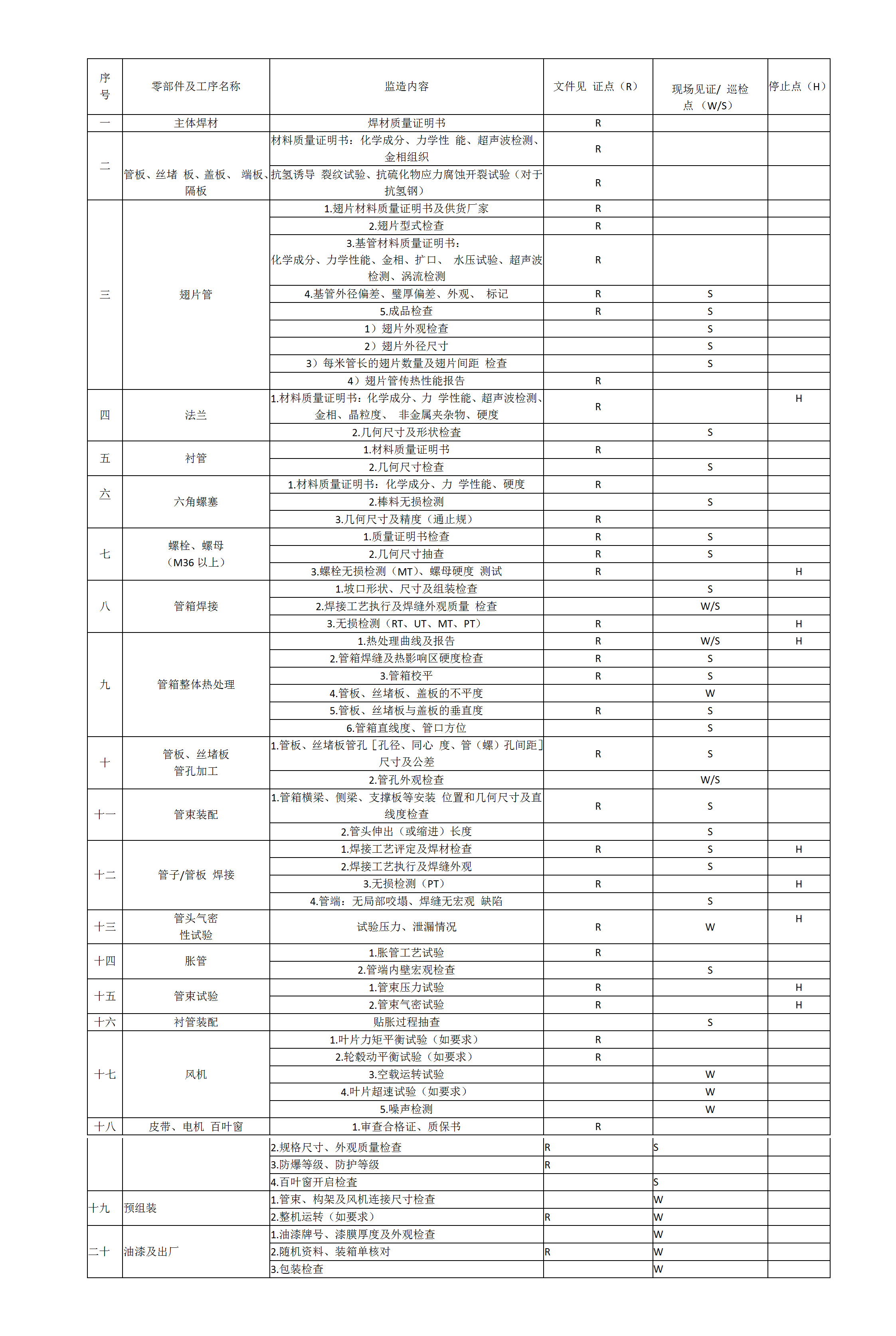
11高壓空冷器駐廠監(jiān)造主要控制點